
上海捷是智能科技有限公司(营运总部)
地 址:上海市闵行区曹建路148-150号3幢3楼
江苏捷是智能科技有限公司(研发制造中心)
地址:江苏省常州市武进区丁堰街道联丰路101号联谷智造中心02B幢
电 话:021-56637648
18621877891
网 址:www.justdoitec.com


| 产品名称: | 台达产品在玻璃锅盖磨边钻孔上的应用 |
| 产品型号: | |
| 产品特色: |
摘要:本文主要阐述了台达 PLC 及触摸屏在玻璃锅盖磨边钻孔上的应用,该设备解决了以往磨边钻孔机的调试时间长,运行效率低等问题,实现了全自动调整产品型号,更换产品型号任何普通工人都能很快掌握。
.jpg)
产品图片
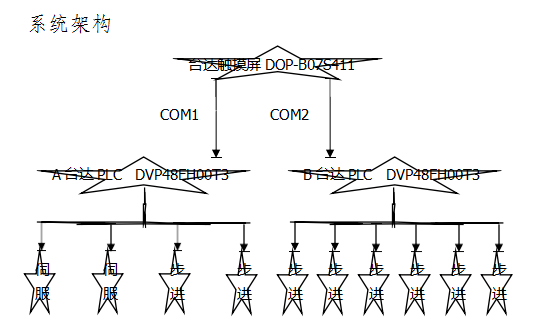
DOP-B07S411 具有 3 个 COM 口,可以同时连接最多三种控制器,
实现 DOP 人机集中管理,控制器间数据传输功能。
EH3 系列 PLC 是台达 DVP-E 系列最高階主机,4 轴 200KHZ 高速
脉冲输出,16 个外部输入中断,4 组 200KHZ 高速计数器及优异的运
算能力;基本指令最快达 0.24μs。
本设备两个 PLC 数据通过触摸屏内 Background 宏指令
MOV 来实现,逻辑动作完成信号通过 IO 输入输出传递。
现场控制柜柜内接线图如下:
.jpg)
触摸屏画面
.jpg)
.jpg)
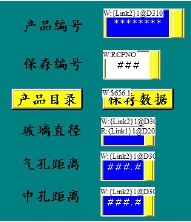
配方功能的应用
本配方可存 200 组配方数据,每页 10 组,共 20 页。常规做法是要做 20 页相同的页面,每页地址不同。这样地址一多很容易出错。这里用了宏指令,只要一页就可以实现 200 组数据的显示查询。
1、选项→32 位配方→新增 建立一个如下图的配方
.jpg)
2、选项→Initial 宏内写入 RCPG = 1
3、选项→模块参数→控制命令制作如下:
.jpg)
4、制作一个如下图的页面
.jpg)
5、画面→画面宏 里面建立如下宏指令
IF $10 ==1 #如果页数为第一页
BMOV($M7, RCP7, 140) #把RCP7开始连续的70个32位数据传入$M7起始的140个数据,
显示第一页数据
$41 = 1 #显示配方组号
$42 = 2
$43 = 3
$44 = 4
$45 = 5
$46 = 6
$47 = 7
$48 = 8
$49 = 9
$50 = 10
ENDIF
IF $10 == 2 #如果页数为第二页
BMOV($M7, RCP77, 140) #把RCP77开始连续的70个32位数据传入$M7起始的140个数据,
显示第二页数据
$41 = 11 #显示配方组号
$42 = 12
$43 = 13
$44 = 14
$45 = 15
$46 = 16
$47 = 17
$48 = 18
$49 = 19
$50 = 20
ENDIF
其它页的显示及配方组号以此类推制作。
配方组号被选中时,指示灯的制作
IF $41 == RCPNO #如果配方组号选择为1/11/21/…/191
BITON $60.0 #第一排状态指示灯亮
BITOFF $60.1 #其它状态指示灯灭
BITOFF $60.2
BITOFF $60.3
BITOFF $60.4
BITOFF $60.5
BITOFF $60.6
BITOFF $60.7
BITOFF $60.8
BITOFF $60.9
ELSE
BITOFF $60.0
ENDIF
IF $42 == RCPNO #如果配方组号选择为2/12/22/…/192
BITOFF $60.0
BITON $60.1 #第二排状态指示灯亮
BITOFF $60.2 #其它状态指示灯灭
BITOFF $60.3
BITOFF $60.4
BITOFF $60.5
BITOFF $60.6
BITOFF $60.7
BITOFF $60.8
BITOFF $60.9
ELSE
BITOFF $60.1
ENDIF
其它排的指示灯制作以此类推。
6、制作如下页面
到此配方制作完成。
其它主要页面如下
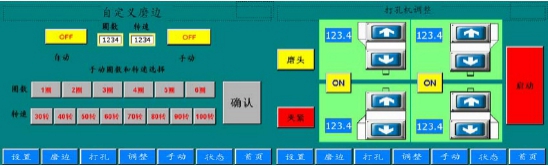

系统可以通过触摸屏设置产品尺寸,设置好后,按确认实现全自动调节产品规格。工人开机只要按启动按钮就能实现从上片到磨边,磨边到钻孔,再到下片这一系列全自动工艺动作。
结论
该设备更换产品时调机简单,加工出的产品尺寸稳定。从磨边到钻孔,全自动完成, 生产效率达 8.5 秒/片。且每位工人可以同时看多台机器,劳动强度轻,在现场运行两个月来,受到客户的好评。
 微信扫一下 关注我们
微信扫一下 关注我们
