
上海捷是智能科技有限公司(营运总部)
地 址:上海市闵行区曹建路148-150号3幢3楼
江苏捷是智能科技有限公司(研发制造中心)
地址:江苏省常州市武进区丁堰街道联丰路101号联谷智造中心02B幢
电 话:021-56637648
18621877891
网 址:www.justdoitec.com


| 产品名称: | 纸护角冲切一体机 |
| 产品型号: | |
| 产品特色: |
.jpg)
.jpg)
系统配置:裁切伺服ASD-A2-4543-M 冲口伺服ASD-A2-4543-M
裁切PLC DVP20PM00D 冲口PLC DVP20PM00D
裁切原点接近开关 冲口原点接近开关
AB相差分编码器E6B2-CWZ1X
触摸屏DOP-B07S411
系统要求:长度误差±0.5mm 裁切最高线速度58m/min
连续冲口最高线速度15 m/min 冲口最高线速度28 m/min
裁切最短长度41mm
系统控制原理:AB相差分编码器作为主轴,裁切和冲口伺服作为从轴,PLC电子凸轮运用,在一个凸轮总长内执行N个冲口,无累计误差!
一、上电后显示初始画面,如下:
.jpg)
1、在此画面可改变显示语言,中文或英文。
二、需要单切护角时,点击“裁切画面”按钮,则进入裁切画面,如下:
.jpg)
.jpg)
1、“送料传动比”=13.0是设备出厂时用来校正“送料速度”的,即校正当前开机的运行速度m/min;改值时会弹出“密码输入键盘”,此时输入“0511或1356”。
2、“裁切同步系数”=3.1,生产时,当裁切刀与护角线速度不一致时,可以调整此参数,值增加对应裁切刀速度也增加;改值时会弹出“密码输入键盘”,此时输入“0511或1356”。
3、开机前的准备:
a、“长度设定”
b、点击“裁切回原点”按钮,让裁切刀停在最高位置“原点接近开关”处。
c、根据要做护角的尺寸和厚度,将纸按顺序叠好并拉放到第1塔轮处压紧。
4、开机:
a、启动主机并调速,速度3-4m/min比较合适。
b、开启胶泵,纸上胶。
c、纸护角成型后,将纸护角从裁切刀下穿过,并用压杆将纸护角适当压紧。
d、在触摸屏中将“裁切OFF”按钮按下,则显示“裁切ON”,此时裁切刀依据设定长度进行裁切。
e、裁切下来的纸护角用卷尺测量一下长度,当测量的长度和长度设定有偏差时,改变“长度修正”的值就可以满足。
f、运行中改变了“长度设定”或“长度修正”,需要点击“裁切数据更改”按钮才会生效。
5、纸护角在正常生产时,点击“强切”按钮,即裁切刀马上裁切1次。
二、纸护角需要冲口时,点击“裁切+冲口画面”按钮,则进入裁切画面,如下:
.jpg)
.jpg)
1、“冲口到裁切机械中心距”=665,此值设备出厂的时候设定一次就好了,以后这个值就固定不变了,除非冲口与裁切机构中心有变动。
此值可以自动检测出来:a、“首冲微调30”=30。
b、启动主机并调速,速度3-4m/min
c、裁切、冲口偏心轴停在原点位置。
d、按下“冲切一体OFF”,此时会开始冲第1口,然后切刀会进行裁切。
e、用卷尺测量1口是否与设定相符,若相符此值就表示是“冲口到裁切机械中心距”的最佳设定值了!
f、若不相符就改变此设定值,值加大,对应生产出的纸护角首冲减少;然后关掉“冲切一体ON”,再参照步奏c、d、e。
2、“首冲微调30”=30,开机前的初始值,生产中,首冲有偏差时可以改变此值,值加大后,对应生产出的纸护角首冲减少;此值改变后要按“裁切数据更改”才会生效。
3、第2、3、4口长度设定,等于100即该冲口关闭,若是有1个口的长度设定>100,在生产中要进行偏差调整时,要点击“冲口数据更改”按钮,改变后的数据才会生效。
4、“总长设定”或“总长修正”,在生产中改变数据,要点击“总长数据更改”按钮才会生效。
5、开机前的准备:
a、“总长设定;第1、2、3、4冲口设定;首冲微调=30”
b、点击“裁切回原点”按钮和“冲口回原点”按钮,让裁切刀和冲口模停在最高位置“原点接近开关”处。
c、根据要做护角的尺寸和厚度,将纸按顺序叠好并拉放到第1塔轮处压紧。
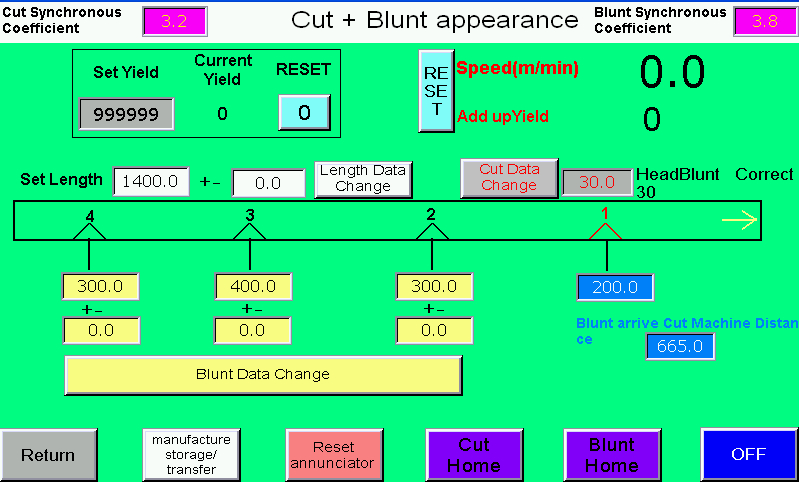
6、总长200mm,中间冲口参数设置如下:
.jpg)
.jpg)
7、总长2325mm,两头80mm冲口参数设置如下:
.jpg)
.jpg)
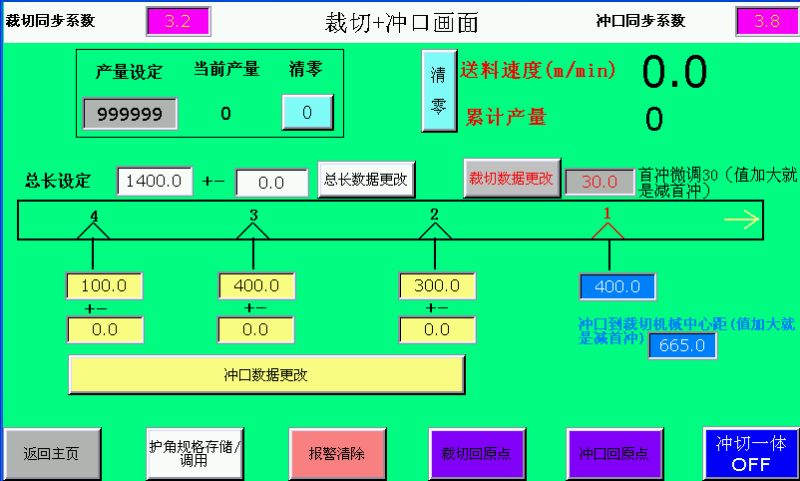
8、总长1400mm,冲3口打400*300框(接口在90°角上)参数设置如下:

9、总长1400mm,冲4口打400*300框(接口在中间)参数设置如下:

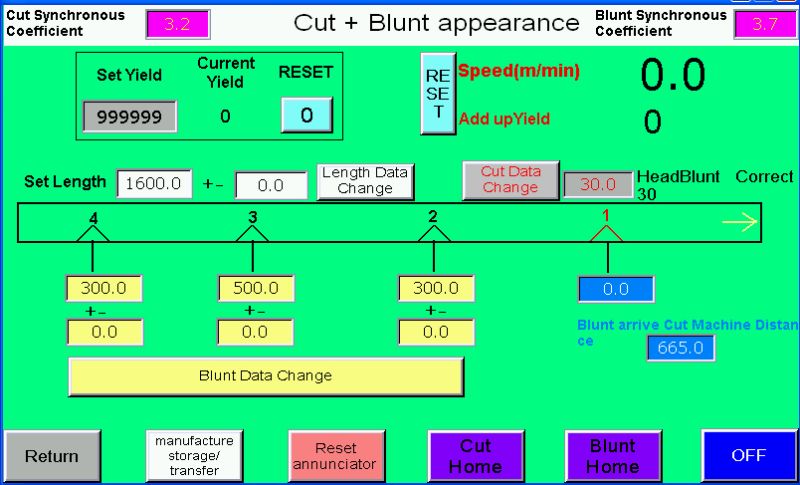
10、总长1600mm,冲4口打500*300框(接口在45°角上)参数设置如下:

11、连续冲口
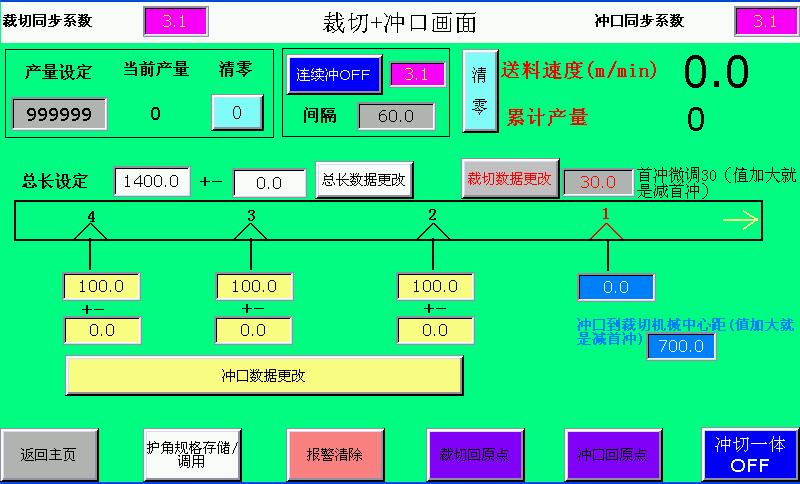
a、连续冲口解释:“总长设定”好后,每“间隔”多少距离进行冲口。
b、连续冲口只和3个参数有关:总长、间隔、同步系数(连续冲口OFF右侧)。
12、开机:
a、启动主机并调速,速度3-4m/min比较合适。
b、开启胶泵,纸上胶。
c、纸护角成型后,将纸护角从裁切刀下穿过,并用压杆将纸护角适当压紧。
d、在触摸屏中将“冲切一体OFF”按钮按下,则显示“冲切一体ON”,此时冲口模开始冲第1个口。 e、用卷尺测量第1冲口(首冲)看是否满足要求,长度有偏差时改变“首冲微调30”(值增加后首冲距离会变小),然后点击“裁切数据更改”。
f、用卷尺测量总长看是否满足要求,长度有偏差时改变长度修正值,然后点击“总长数据更改”。
g、用卷尺测量第2、3、4冲口看是否满足要求,长度有偏差时可以修正,然后点击“冲口数据更改”。
i、各尺寸都满足要求后,将主机速度慢慢升速(尽量慢旋转调速电位器),生产速度最快控制在20m/min左右。
三、主要事项:
1、计长编码器轮要与纸护角接触良好,不能打滑!
2、纸护角要紧贴冲口模下模,冲下的废料不能卡在模具平面,同时也不能卡到切刀处!
3、纸护角要紧贴裁切尼龙刀座,压杆要能压到尼龙刀座上,保障裁切时值护角不会往上翘起,当纸护角翘起时,会出现“撞刀”。
4、原点接近开关“安装支架”要用塑料或尼龙材质的,防止干扰现象发生。
 微信扫一下 关注我们
微信扫一下 关注我们
